-


-


-


WeChat


Криогенный центробежный насос
Когда говорят о криогенных центробежных насосах, многие сразу представляют себе что-то вроде обычного центробежного насоса, только работающего при очень низких температурах. Это, конечно, верно по сути, но на практике разница колоссальная. Мало кто задумывается, что главная сложность здесь даже не в температуре как таковой, а в том, как ведут себя материалы, смазки, да и сам перекачиваемый продукт – будь то жидкий азот, кислород или гелий – в таких экстремальных условиях. Частая ошибка – пытаться адаптировать стандартные водяные насосы, просто поменяв уплотнения. Это путь к быстрому выходу из строя, а в криогенике это часто означает не просто остановку производства, а серьёзные риски.
Особенности конструкции и материалы
Итак, с чего начать? Первое – корпус и рабочее колесо. Обычная сталь здесь не подходит категорически. При температурах ниже -150°C большинство углеродистых сталей становятся хрупкими. Поэтому идёт речь о аустенитных нержавеющих сталях, типа 304L или 316L, которые сохраняют вязкость. Но и это не панацея. Важен весь путь изготовления – сварные швы должны быть безупречны, любые внутренние напряжения после обработки нужно снимать, иначе при термоциклировании (а насос ведь не всегда работает, его разогревают и охлаждают) могут пойти трещины.
Второй ключевой узел – подшипники и система смазки. Сухие газовые подшипники – это, конечно, идеал для чистоты процесса, но они сложны и дороги. Чаще встречаются специальные криогенные смазки, которые не затвердевают и не теряют своих свойств. Но здесь есть нюанс: эта смазка не должна загрязнять перекачиваемую среду, особенно если речь идёт о жидком кислороде, где любое постороннее вещество – угроза безопасности. Приходится идти на компромиссы, проектируя сложные лабиринтные уплотнения, чтобы отделить полость подшипников от проточной части.
И третье – тепловые мосты. Это, пожалуй, одна из самых коварных проблем. Насос должен быть установлен на криостат или в холодный бокс, но его приводной вал соединяет холодную часть с тёплым электродвигателем снаружи. Если не продумать эффективный тепловой разрыв, холод будет ?утекать? по валу, приводя к конденсации влаги из воздуха, обледенению и колоссальным теплопритокам в криосистему. Решение – длинная промежуточная валовая линия, часто полая, иногда с вакуумной изоляцией. Но это усложняет конструкцию и балансировку ротора.
Опыт эксплуатации и типичные проблемы
Вспоминается один проект лет пять назад, где мы использовали насос для перекачки жидкого азота из транспортной цистерны в стационарный хранилищный танк. Насос был импортный, вроде бы надёжный. Но после нескольких циклов ?стоп-старт? началась вибрация. Разобрали – оказалось, проблема в посадке рабочего колеса на вал. При охлаждении материалы сжимаются с разным коэффициентом, и изначально плотная посадка стала иметь микронный зазор. Колесо начало ?бить?. Пришлось пересчитывать натяг с учётом рабочих температур, а не комнатных. Мелочь, которая не всегда есть в каталогах.
Ещё одна частая головная боль – кавитация. В криогенных жидкостях давление насыщенных паров очень низкое, но оно есть. Если на входе в насос создать недостаточное давление (NPSH), жидкость начнёт вскипать прямо в каналах рабочего колеса. Последствия разрушительные: эрозия металла, вибрация, падение производительности. Особенно критично это при работе с жидким гелием. Тут требуется очень тщательный расчёт гидравлики всей всасывающей линии, иногда даже с установкой подпорного насоса-дозатора.
И, конечно, пуск. Нельзя просто включить электродвигатель на насосе, заполненном криогенной жидкостью при -196°C. Механические части могут заклинить из-за разницы температур. Стандартная практика – предварительная холодная продувка парами продукта для выравнивания температур, а уже потом плавный запуск. Автоматика это контролирует, но если она откажет, оператор должен понимать последовательность действий. Один раз видел, как из-за спешки при запуске насоса для жидкого кислорода сорвало механическое торцевое уплотнение – хорошо, что обошлось без пожара.
Выбор поставщика и интеграция
Сейчас на рынке много игроков, от европейских гигантов до азиатских производителей. Важно смотреть не только на паспортные данные (подача, напор), но и на реальный опыт в конкретных применениях. Например, для систем ожижителей природного газа (LNG) требования одни, для научных установок с жидким гелием – совсем другие, здесь важна сверхнизкая вибрация, чтобы не мешать экспериментам.
Интересно наблюдать, как развиваются компании, которые приходят в криогенику из смежных областей. Вот, например, ООО Шанхай Производство Водяных Насосов (https://www.shspmc.ru). Компания известна как заместитель председателя Отделения насосов Китайской ассоциации общей механической промышленности, имеет статус национального высокотехнологичного предприятия. Их основной профиль – производство насосов различного типа, включая, судя по развитию линейки, и специальные исполнения. Для производителя с такой репутацией в области стандартных насосов (их продукция носит звание ?Шанхайская знаменитая марка?) выход в сегмент криогенных центробежных насосов – логичный, но сложный шаг. Это требует не просто новых станков, а глубокой переработки технологий, создания новых протоколов испытаний. Если они смогли перенести свой опыт контроля качества и точной механики в криогенную сферу, это может быть интересным вариантом, особенно для проектов, где важны надёжность и стоимость владения.
При выборе всегда запрашиваю не просто сертификаты, а отчёты о испытаниях на стенде, максимально приближенном к реальным условиям. Хорошо, если поставщик может предоставить данные по реальному теплопритоку через корпус и вал, по уровню вибрации на разных режимах. И обязательно – доступность запасных частей и технической поддержки. Останавливать криогенную установку на месяц в ожидании нового рабочего колеса из-за океана – непозволительная роскошь.
Будущее и практические соображения
Куда движется отрасль? Видится тенденция к большей интеграции насоса в общую систему. Умная обвязка с датчиками температуры на разных точках корпуса, мониторинг вибрации в реальном времени, возможность дистанционной диагностики. Это уже не просто агрегат, а важный узел ?интернета вещей? в промышленности. Также идёт работа над повышением КПД, что в криогенике напрямую связано с огромными затратами энергии на производство холода. Каждый сэкономленный процент – это серьёзная экономия.
С практической точки зрения, для инженера на объекте главное – понятная и подробная инструкция по обслуживанию. Как правильно проводить техническое обслуживание криогенного центробежного насоса после остановки? Как хранить его, если он не будет использоваться несколько месяцев? Эти моменты часто упускаются, а потом возникают проблемы с коррозией из-за конденсата или залипанием подшипников.
В итоге, работа с криогенными центробежными насосами – это постоянный баланс между теорией низких температур, практическим машиностроением и вниманием к деталям. Ошибки здесь дорого стоят, но и правильно выбранный, смонтированный и обслуживаемый агрегат работает годами без проблем, становясь незаметным, но абсолютно vital узлом в любой криогенной системе. Это тот случай, когда надёжность – лучшая характеристика.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
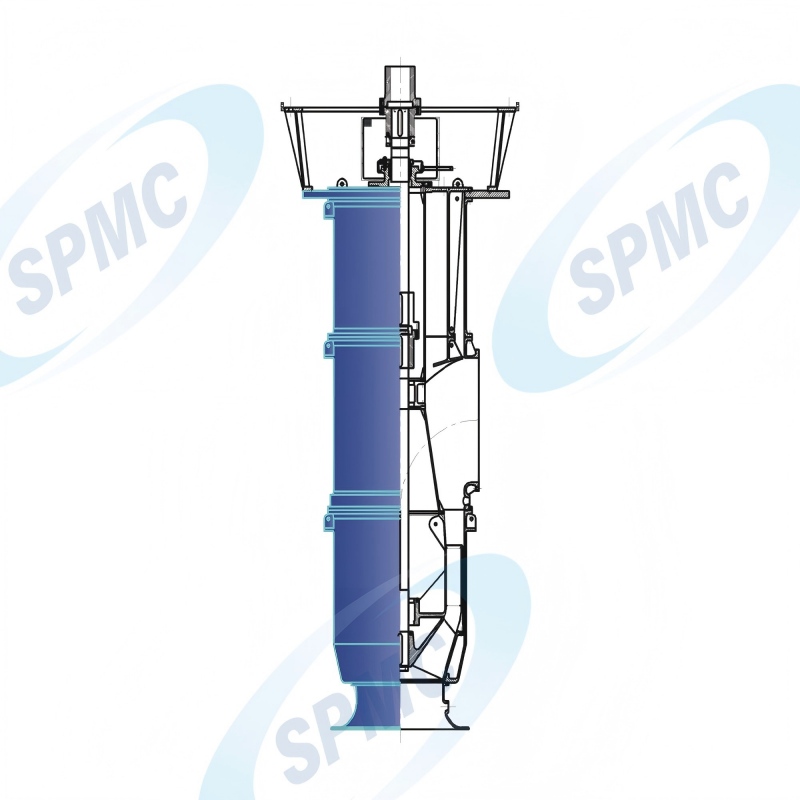
 Вертикальный осевой насос типа ZL
Вертикальный осевой насос типа ZL -
 Погружной насос для сточных вод типа WQ
Погружной насос для сточных вод типа WQ -
 Вертикальный насос с длинным валом типа SPLC
Вертикальный насос с длинным валом типа SPLC -
 Одноступенчатый насос с торцевым всасыванием типа SPS
Одноступенчатый насос с торцевым всасыванием типа SPS -
 Вертикальный химический погружной насос типа SPCV
Вертикальный химический погружной насос типа SPCV -
 Самовсасывающий насос с автоматическим управлением и без уплотнения типа WFB
Самовсасывающий насос с автоматическим управлением и без уплотнения типа WFB -
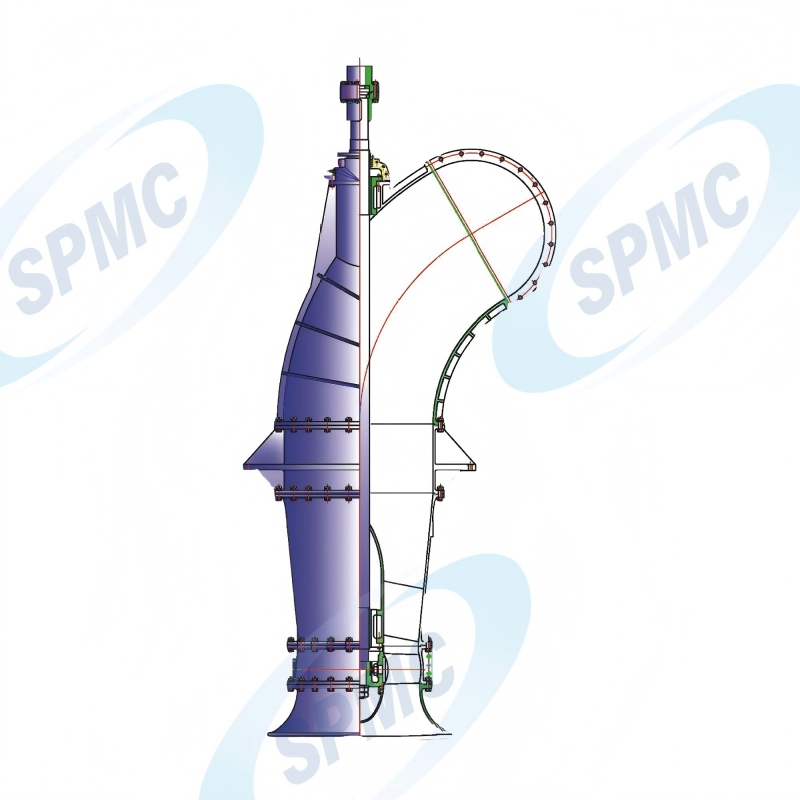
 Высокоэффективный одноступенчатый насос с торцевым всасыванием IS типа
Высокоэффективный одноступенчатый насос с торцевым всасыванием IS типа -
 Интегрированная сборная насосная станция типа SPYZ
Интегрированная сборная насосная станция типа SPYZ -
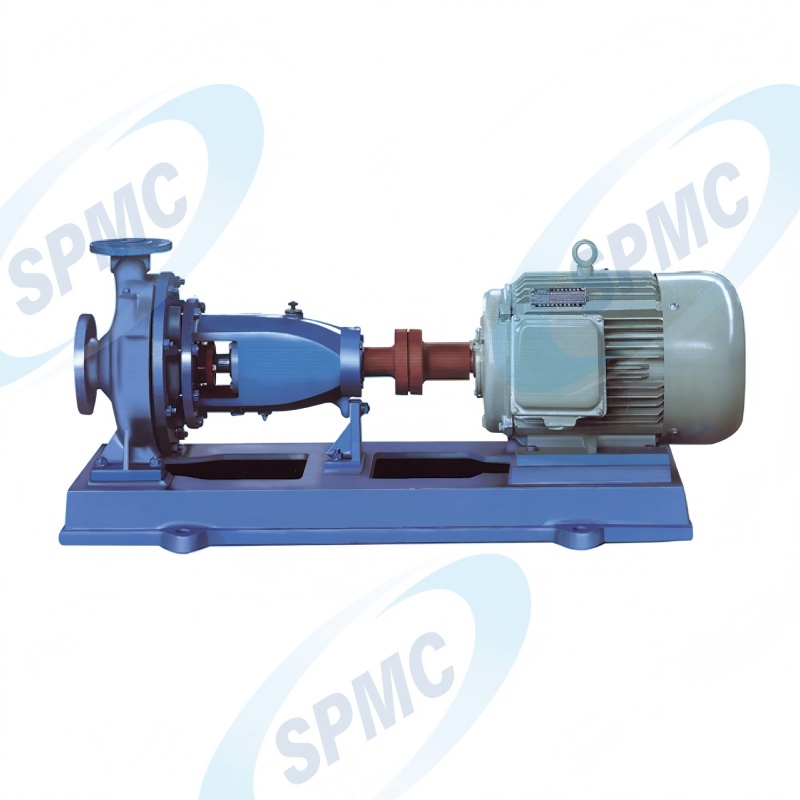
 Вертикальный трубчатый центробежный насос типа SPL
Вертикальный трубчатый центробежный насос типа SPL -
 Вертикальный диагональный насос типа SEC
Вертикальный диагональный насос типа SEC -
 Химический центробежный насос CPK типа
Химический центробежный насос CPK типа -
 Двухступенчатый горизонтальный центробежный насос с осевым разъемом типа OTK
Двухступенчатый горизонтальный центробежный насос с осевым разъемом типа OTK
Связанный поиск
Связанный поиск- Циркуляционные насосы 60 вт
- Водяные электрические центробежные насосы
- Насос для сточных вод бытовой
- Циркуляционный насос диаметр 32
- Насос центробежный бессальниковый
- Центробежный многосекционный насос
- Циркуляционный насос 32 50
- Центробежный насос 160 м3 ч
- Центробежный насос 320
- Пожарный насос двухступенчатый