-


-


-


WeChat


Насос центробежный запчасти купить
Когда ищешь в сети ?насос центробежный запчасти купить?, первое, что приходит в голову — это просто найти деталь под номером. Но на практике все упирается в совместимость, качество литья рабочего колеса и реальные сроки поставки. Многие ошибочно думают, что главное — цена, а потом сталкиваются с вибрацией из-за небаланса или быстрым износом уплотнений.
Почему поиск запчастей — это не просто ?купить?
Допустим, нужен новый вал или крышка для насоса, который отслужил лет десять. Казалось бы, открываешь каталог, находишь модель — и заказываешь. Но часто в старом оборудовании уже были замены, неучтенные доработки. Я сам несколько раз попадал в ситуацию, когда привезенная деталь вроде бы подходила по чертежу, но при монтаже выяснялось, что посадка на вал на пару миллиметров отличается. Приходилось экстренно искать токаря, а простой системы обходился дороже самой запчасти.
Поэтому теперь всегда сначала снимаю точные замеры, даже если есть старая спецификация. Особенно это касается центробежных насосов от разных производителей — у одного и того же типоразмера могут быть нюансы в исполнении фланцев или канавках для сальников. Лучше потратить лишний час на проверку, чем потом разбираться с последствиями.
Еще один момент — материал. Для перекачки агрессивных сред, скажем, на том же химическом предприятии, обычная нержавейка может не подойти. Нужно уточнять марку стали у поставщика. Как-то раз заказали крыльчатку из AISI 304 для слабокислотной среды, а через полгода она начала активно корродировать. Оказалось, требовалась AISI 316. Теперь всегда запрашиваю сертификат на материал, особенно если дело касается запчастей для ответственных участков.
Оригинал, аналог или восстановление — что выбрать
Тут все зависит от бюджета, срочности и будущей нагрузки на насос. Оригинальные детали, конечно, предсказуемы, но часто их ждать приходится долго, да и цена кусается. Для серийных агрегатов, например, от того же ООО Шанхай Производство Водяных Насосов, с этим проще — компания является заместителем председателя профильного отделения в Китае и производит широкую линейку, поэтому наличие на складе или относительно быстрая отгрузка с завода часто реальны.
Аналоги — лотерея. Бывают достойные производители, которые делают качественное литье и соблюдают допуски. А бывает, что геометрия рабочего колеса нарушена, и после установки КПД насоса падает, растет потребляемая мощность. Один раз взял ?выгодный? аналог уплотнительного узла — в итоге пришлось менять его через два месяца из-за постоянных подтеканий. С тех пор для критичных узлов предпочитаю либо оригинал, либо проверенных производителей, чьи детали уже себя зарекомендовали в работе.
Восстановление деталей, того же вала или корпуса, иногда выход. Но тут нужно смотреть на степень износа. Если вал ?съеден? на полмиллиметра, его можно наплавить и проточить. А если рабочее колесо подверглось кавитации и потеряло форму, то восстановление экономически нецелесообразно — гидравлические характеристики все равно будут не те. Решение всегда принимаю по месту, после осмотра.
Где и как покупать: личный опыт и подводные камни
Раньше часто работал с локальными складами, но сейчас все чаще смотрю в сторону прямых поставок с заводов-изготовителей. Это дольше, но зато можно быть уверенным в происхождении детали. Например, для комплектации насосов, которые мы обслуживаем на объектах водоподготовки, стали сотрудничать с shspmc.ru. Это сайт компании ООО Шанхай Производство Водяных Насосов, которая специализируется на производстве насосов и, что важно, имеет статус национального высокотехнологичного предприятия. Их продукция носит звание ?Шанхайская знаменитая марка?, и на практике это чувствуется — детали приходят с полным пакетом документов, геометрия соответствует заявленной.
Ключевое при заказе — четко формулировать запрос. Не просто ?куплю вал к насосу Х?, а указывать полный типоразмер, модель, серийный номер если есть, материал и прикладывать фото или эскиз проблемного узла. Это экономит кучу времени на уточнения. Еще один лайфхак — всегда спрашивать о наличии на ближайшем складе, даже если это иностранный производитель. Иногда нужная деталь может оказаться в логистическом центре в Европе или России, и доставка займет неделю вместо месяца.
Самая большая ошибка — пытаться сэкономить на мелочах вроде болтов для фланцев или прокладок. Ставил как-то ?левые? прокладки на корпус высокого давления — их выдавило в первый же день пробного пуска. Пришлось останавливать линию, снова разбирать, чистить посадочные места. Убытки от простоя в разы превысили экономию. Теперь для фланцевых соединений, особенно на новых для меня линиях, беру комплектующие только рекомендованные производителем насоса или проверенные временем аналоги.
Случай из практики: замена уплотнения на ходу
Был у нас на объекте старый центробежный насос, который качал техническую воду. Начал сильно течь по валу. Остановить систему надолго было нельзя. Решили попробовать поменять сальниковое уплотнение на бессальниковое, механическое, пока насос работает на холостом ходу (давление сбросили). Задача — найти совместимое по размерам уплотнение и быстро его смонтировать.
По опыту знал, что у многих производителей, включая Шанхай Производство Водяных Насосов, есть унифицированные линейки размеров для таких узлов. Нашел на их сайте раздел с чертежами и спецификациями, подобрал подходящий вариант по диаметру вала и посадочному размеру в камеру. Заказ сделали срочный. Пока ждали доставку, подготовили посадочное место, убрали задиры.
Когда уплотнение пришло, монтаж занял около трех часов. Важно было правильно выставить зазоры. После пуска течь прекратилась, вибрация осталась в норме. Этот случай подтвердил, что даже для не самой новой техники можно найти подходящие запчасти и провести ремонт с минимальным простоем, если заранее изучить документацию и работать с надежными поставщиками, которые дают точные технические данные.
На что смотреть при получении и перед монтажом
Распаковал коробку с долгожданной деталью — первым делом не ставь, а осмотри. Ищешь сколы на литье, следы коррозии, проверяешь чистоту обработки поверхностей. Как-то раз получил новое рабочее колесо, а на лопатках были заусенцы и приливы от литья. Пришлось вручную их зачищать, чтобы не нарушать гидравлику. Сейчас это делают реже, но проверка обязательна.
Обязательно сверяю геометрические размеры ключевых посадочных мест штангенциркулем или микрометром. Особенно диаметр вала и отверстия в ступице колеса. Допуск здесь — дело тонкое. Если посадка будет слишком тугой, при запрессовке можно повредить и деталь, и вал. Слишком свободная — будет биение. Идеально, когда есть тепловой зазор для монтажа с нагревом.
Перед самой установкой, особенно если речь о ремонте после поломки, нужно понять ее причину. Просто так валы не гнутся и колеса не разбиваются. Может, была кавитация из-за неправильных режимов работы? Или перекос при монтаже? Или банальная выработка из-за отсутствия техобслуживания? Замена детали без устранения причины — деньги на ветер. Новый узел выйдет из строя так же быстро. Поэтому всегда анализирую обстоятельства поломки, иногда даже советуюсь с инженерами завода-изготовителя. У тех же китайских коллег с сайта shspmc.ru техподдержка часто может дать дельный совет по типовым проблемам, ведь они как производители видят статистику отказов.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Высокоэффективный одноступенчатый двухвходной центробежный насос типа OTS(R)
Высокоэффективный одноступенчатый двухвходной центробежный насос типа OTS(R) -
 Вертикальный погружной конденсатный насос NLO типа
Вертикальный погружной конденсатный насос NLO типа -
 Химический центробежный насос CPK типа
Химический центробежный насос CPK типа -
 Циркуляционный насос для горяacчей воды типа SPR
Циркуляционный насос для горяacчей воды типа SPR -
 Вертикальный химический трубопроводный насос типа SPSD
Вертикальный химический трубопроводный насос типа SPSD -
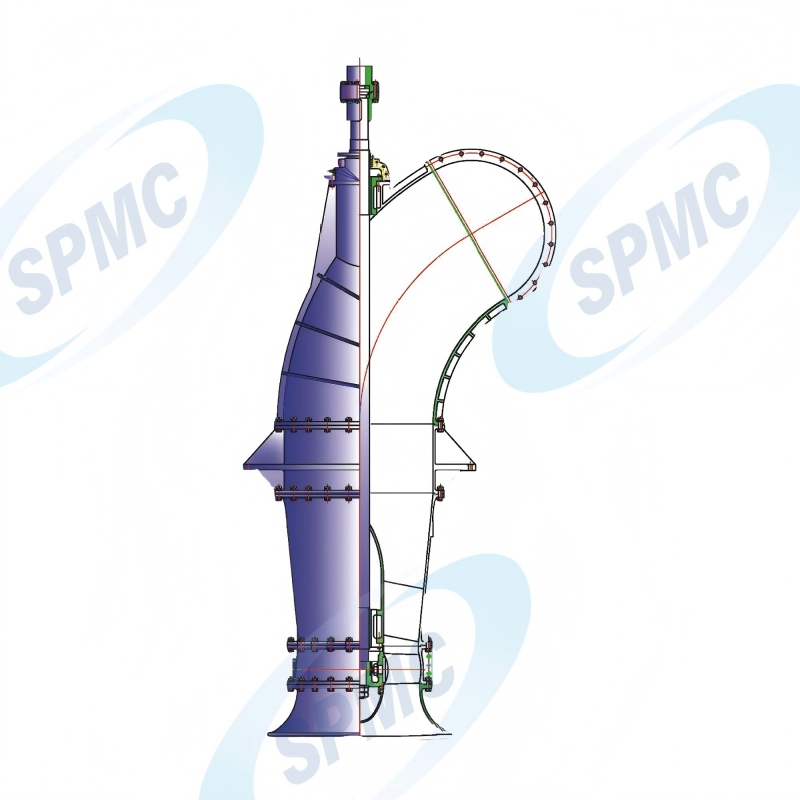 Вертикальный осевой насос типа ZL
Вертикальный осевой насос типа ZL -
 Многоступенчатый центробежный насос типа SPD
Многоступенчатый центробежный насос типа SPD -
 Химический диагональный насос типа SPSP
Химический диагональный насос типа SPSP -
 Вертикальный химический погружной насос типа SPCV
Вертикальный химический погружной насос типа SPCV -
 Вертикальный насос с длинным валом типа SPLC
Вертикальный насос с длинным валом типа SPLC -
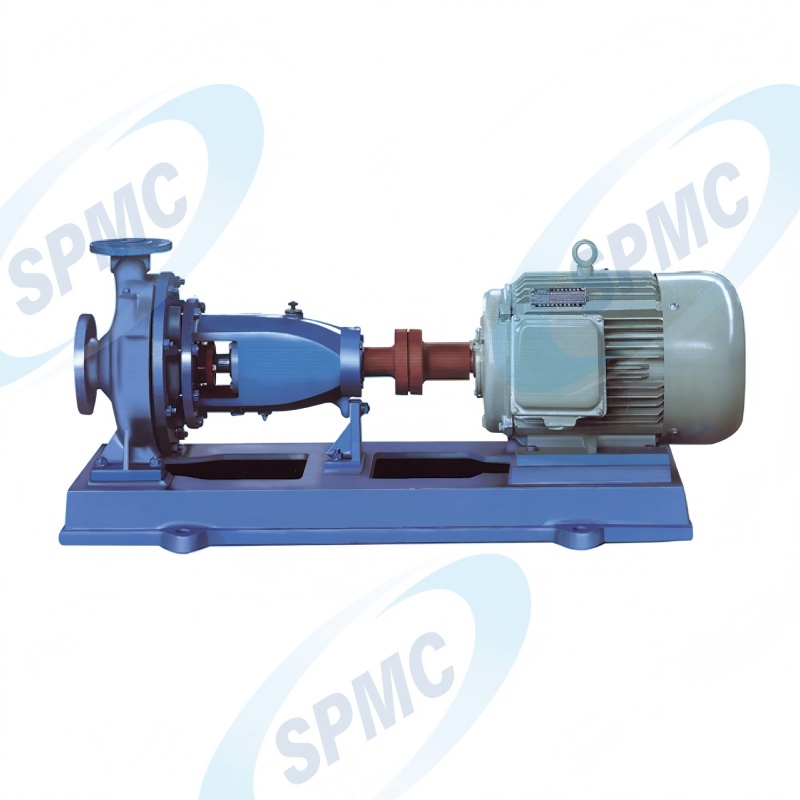 Высокоэффективный одноступенчатый насос с торцевым всасыванием IS типа
Высокоэффективный одноступенчатый насос с торцевым всасыванием IS типа -
 Многоступенчатый центробежный насос модели CG с высокой энергоэффективностью и энергосбережением
Многоступенчатый центробежный насос модели CG с высокой энергоэффективностью и энергосбережением