-


-


-


WeChat


Насос центробежный нержавейка
Когда слышишь 'насос центробежный нержавейка', многие сразу представляют себе просто коррозионностойкий агрегат. Но тут кроется первый подводный камень — нержавеющая сталь стали рознь. AISI 304 для слабоагрессивных сред, а для химзаводов уже нужен 316L, а то и дуплекс. И вот эта разница в сортах стали — это не просто разница в цене, это часто вопрос безопасности и ресурса. Сам на этом обжёгся лет десять назад, когда поставили насосы на перекачку воды с примесями хлоридов, но сэкономили на марке стали. Через полгода точечная коррозия, свищи... Пришлось всё менять. Поэтому теперь всегда вникаю в химический состав перекачиваемой среды до миллиграмма.
От чертежа до цеха: где рождается надёжность
Качество насоса начинается не на сборочной линии, а в конструкторском бюро. Важен не просто расчёт напора и подачи, а анализ кавитации, балансировка ротора, продуманность системы уплотнений. Уплотнение вала — отдельная песня. Механические торцевые уплотнения (ТМУ) требуют чистых сред, а если есть абразив, то лучше сальниковое с мягкой набивкой, но тогда будут протечки. Идеального решения нет, всегда компромисс.
Вот, к примеру, у китайского производителя ООО Шанхай Производство Водяных Насосов (сайт shspmc.ru) в ассортименте есть линейки именно из нержавейки для пищевой и химической отраслей. Судя по тому, что компания является заместителем председателя Отделения насосов в своей ассоциации, они явно вкладываются в R&D. Это не просто сварной корпус, а продуманная гидравлика. Правда, с их оборудованием лично не работал, но коллеги из цеха водоподготовки ставили их насосы для дозирования реагентов — жалуются редко, что уже показатель.
На производстве же ключевой момент — это сварные швы. Их качество, провар, отсутствие пор. Потом обязательная травление и пассивация поверхности, чтобы восстановить защитный слой оксида хрома, который разрушается при термовоздействии. Если этот этап пропустить или сделать спустя рукава, коррозия начнётся именно по швам. Видел такое на насосах одного малоизвестного бренда — с виду красиво, а швы тёмные, не протравленные.
Полевые испытания: когда теория встречается с реальностью
Любой насос проходит приёмочные испытания на воде. Но вода воде рознь. На одном объекте пришлось качать конденсат с низким pH. Насос из AISI 304, который по паспорту подходил, начал шуметь и терять напор через 4 месяца. Разобрали — оказалось, кислотная среда плюс высокая температура (около 80°C) сделали своё дело, хотя по отдельности каждый параметр был в допуске. Комбинация факторов — главный враг.
Ещё один частый случай — работа на всасывание. Кавитация съедает даже нержавейку. Помню, ставили центробежный насос из нержавеющей стали на линию розлива. Шум стоял неимоверный, а через пару недель на крыльчатке, как после пескоструйки, появились выщерблины. Причина — слишком длинная всасывающая линия и зауженный диаметр трубы. Пришлось переделывать обвязку, ставить насос ближе к ёмкости. Дорогой урок.
Поэтому сейчас всегда требую от технологов полную карту режимов работы: температура мин/макс, плотность, вязкость, наличие твёрдых частиц, давление на входе. Без этого подбор — лотерея. Особенно капризна пищевка, где кроме коррозии есть требования к чистоте поверхности, отсутствию застойных зон. Тут часто нужны полированные поверхности внутри, что удорожает конструкцию.
Монтаж и обвязка: мелочи, которые ломают систему
Можно купить самый дорогой и технологичный насос, но испортить всё при монтаже. Весной был случай: на мойдодырном заводе поставили насос на общую раму с электродвигателем, но не выверили соосность лазерным прибором, на глазок. Вибрация, быстрый износ уплотнения, постоянные протечки. Переустановили с точным выравниванием — проблемы ушли.
Обвязка — это отдельная наука. Задвижки до и после, обратный клапан, манометры, вибровставки. На трубопроводах до и после насоса должны быть опоры, чтобы вес не висел на фланцах. Часто экономят на этом, а потом удивляются, почему фланец пошёл трещиной от напряжения. Для нержавеющих насосов важно использовать изолирующие прокладки или переходники, если обвязка из углеродистой стали, чтобы избежать контактной коррозии.
И ещё про фундамент. Если насос мощный, фундамент должен быть массивным, гасить вибрации. Лёгкие рамные конструкции для тяжёлых промышленных насосов не подходят. Сам видел, как 75-киловаттный агрегат буквально 'ходил' по лёгкому основанию, ослабляя болтовые соединения.
Техобслуживание: продлеваем жизнь, а не бьём по ремонту
С нержавейкой часто возникает ложное чувство безопасности — 'поставил и забыл'. Это не так. Регулярная проверка вибрации, температуры подшипниковых узлов, состояния уплотнения — обязательно. Для механических торцевых уплотнений важно состояние промывочной системы, если она есть. Засорился шланг или форсунка — уплотнение начинает перегреваться и выходит из строя.
Запасные части. Критично иметь под рукой хотя бы ремкомплект уплотнения и сальниковую набивку. С крыльчаткой сложнее, но если среда абразивная, то стоит задуматься о запасной. У производителя ООО Шанхай Производство Водяных Насосов, судя по описанию как предприятия категории 'специализированное, утонченное', наверняка есть развитая сервисная сеть и поставка запчастей. Это важный фактор при выборе. С каким-то ноунеймом можно остаться с сломанным насосом на полгода.
И главное — не пытаться 'апгрейдить' или ремонтировать кустарно. Видел, как пытались заварить корпус пищевого насоса обычной электродной сваркой, не соблюдая технологию для нержавейки. Потом в зоне ремонта начиналась интенсивная коррозия, продукты попадали под подозрение. Лучше отправить на завод-изготовитель или в специализированный сервисный центр.
Выбор в реальных условиях: цена, бренд, адекватность
Когда стоишь перед выбором, что поставить на новую линию, всегда идёт борьба между бюджетом и надёжностью. Дешёвый насос центробежный нержавейка от неизвестного поставщика — это всегда риск. Экономия может быть на качестве литья, на сорте стали (могут написать AISI 304, а по факту будет 201-я), на балансировке ротора. Дорогой европейский бренд — надёжно, но долгая поставка и запчасти втридорога.
Здесь как раз интересен сегмент серьёзных азиатских производителей, вроде упомянутой шанхайской компании. Если они действительно, как указано, являются 'Шанхайской знаменитой маркой' и имеют высокую репутацию, то это может быть разумным балансом. Их статус в отраслевой ассоциации говорит о том, что они играют по правилам, участвуют в выработке стандартов. Для многих проектов среднего уровня это оптимальный вариант.
В итоге, мой алгоритм прост: 1) Детальный анализ среды и режимов. 2) Подбор по реальным, а не идеальным каталоговым параметрам (закладываю запас). 3) Запрос на тестовые образцы или посещение производства, если объём заказа большой. 4) Внимание к условиям гарантии и наличию сервиса. 5) И главное — не верить на слово, а требовать сертификаты на материалы, протоколы заводских испытаний. Только так можно получить аппарат, который будет работать годами, а не создаст аварийную ситуацию.
Всё-таки, центробежный насос из нержавейки — это больше, чем просто кусок металла. Это расчёты, металлургия, точное производство и, в конечном счёте, понимание того, где и как он будет качать. Без этого понимания даже самая лучшая сталь не спасёт.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Горизонтальный трубчатый центробежный насос типа SPW
Горизонтальный трубчатый центробежный насос типа SPW -
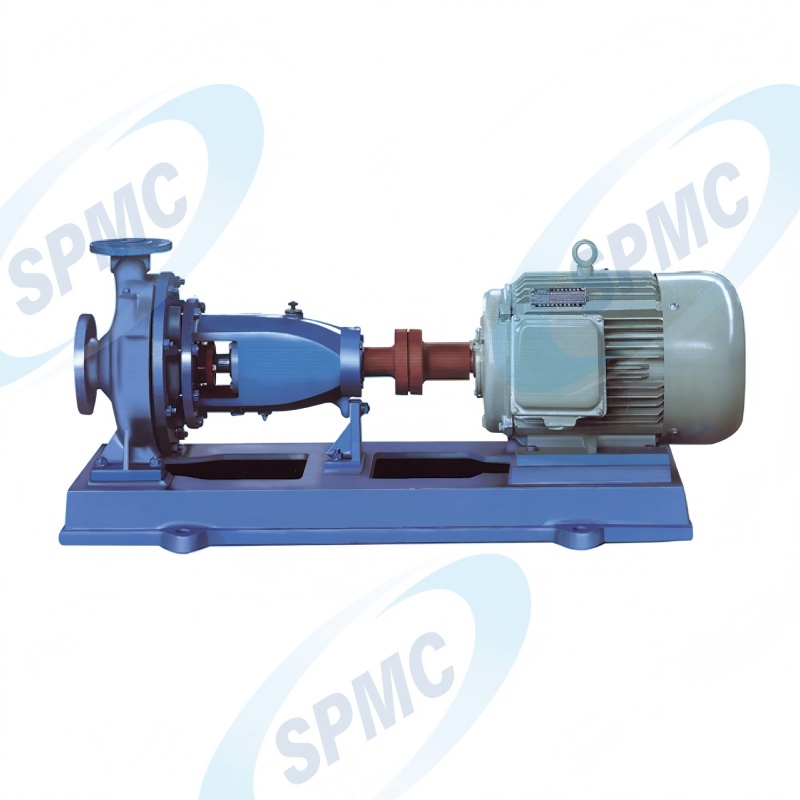 Высокоэффективный одноступенчатый насос с торцевым всасыванием IS типа
Высокоэффективный одноступенчатый насос с торцевым всасыванием IS типа -
 Технологический химический насос типа SPCZ
Технологический химический насос типа SPCZ -
 Высокоэффективный одноступенчатый насос с торцевым всасыванием типа SPH
Высокоэффективный одноступенчатый насос с торцевым всасыванием типа SPH -
 Система сбора ливневых стоков «Шанхай водяной насос»
Система сбора ливневых стоков «Шанхай водяной насос» -
 Погружной насос для сточных вод типа YW
Погружной насос для сточных вод типа YW -
 Многоступенчатый центробежный насос типа SPD
Многоступенчатый центробежный насос типа SPD -
 Одноступенчатый насос с торцевым всасыванием типа SPS
Одноступенчатый насос с торцевым всасыванием типа SPS -
 Химический центробежный насос CPK типа
Химический центробежный насос CPK типа -
 Комплектная бесвакуумная установка стабилизации давления и расхода водоснабжения типа SPWG
Комплектная бесвакуумная установка стабилизации давления и расхода водоснабжения типа SPWG -
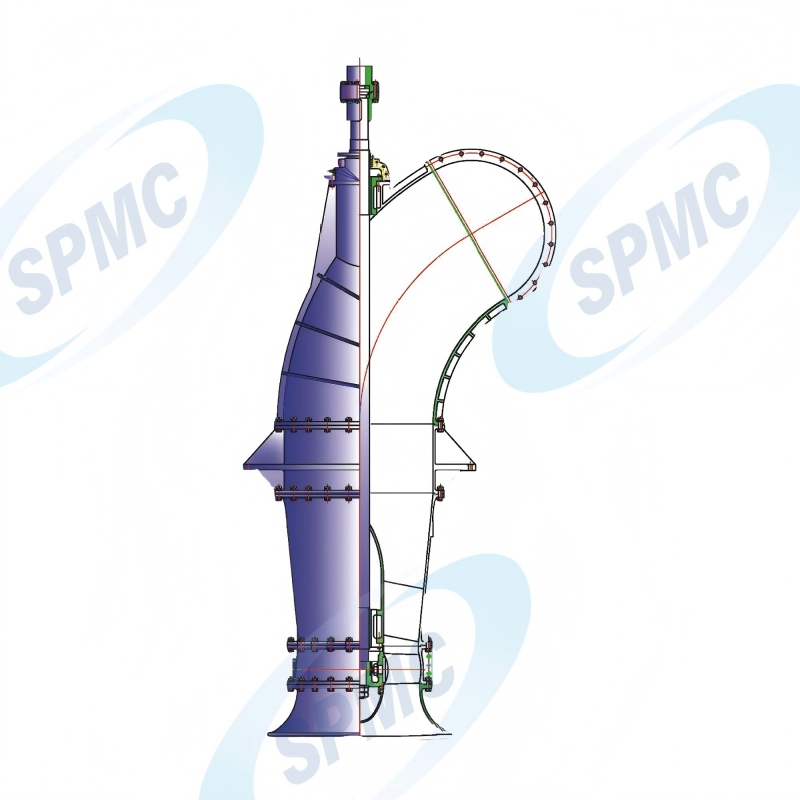
 Вертикальный насос с длинным валом типа SPLC
Вертикальный насос с длинным валом типа SPLC -
 Вертикальный трубчатый центробежный насос типа SPL
Вертикальный трубчатый центробежный насос типа SPL
Связанный поиск
Связанный поиск- Циркуляционный насос 50 м3 ч
- Циркуляционный насос для горячей воды
- Насосы для горячей воды 90 градусов
- Насос циркуляционный для отопления зота
- Циркуляционный насос циркуль 25 80
- Насос центробежный 37 квт
- Масляный насос большой
- Центробежные насосы для морской воды
- Промышленный центробежный насос купить
- Помещение пожарных насосов