-


-


-


WeChat


Циркуляционный насос 65 130
Когда видишь в спецификации или запросе ?Циркуляционный насос 65 130?, первая мысль у многих — это проходной диаметр и напор. 65 мм — присоединительный размер, 130 метров — максимальный напор. Вроде всё просто. Но вот здесь и кроется главный подводный камень, на который наступают даже опытные монтажники. Полагаешь, что раз параметры подходят под проект, то насос будет работать как часы. А потом начинаются проблемы с кавитацией, перегревом двигателя или просто недобором давления в дальних ветках системы. Сам через это проходил, когда лет десять назад ставил такой агрегат на объекте с разветвлённой сетью и переменным расходом. Оказалось, что ключевой параметр для 65-130 — это не пиковые значения, а характеристика кривой H-Q в рабочей зоне и, что критично, запас по кавитации (NPSH). Если его не учесть, особенно при температуре теплоносителя под 90°C, ресурс насоса сокращается в разы.
Где и почему именно 65-130?
Этот типоразмер — настоящий ?середняк? для крупных объектов. Не для коттеджа, конечно. Его ниша — промздания, цеха, многоэтажки с централизованным теплоснабжением, реконструируемые котельные, где нужно заменить устаревшее оборудование. Часто его берут как циркуляционный насос для системы отопления с большим гидравлическим сопротивлением — когда протяженность трасс измеряется сотнями метров, стоит множество задвижек, теплообменников. Я вспоминаю один проект — фабрика по производству мебели, система отопления цехов плюс технологический контур для прессов. Там стояло два насоса параллельно, но один постоянно выходил из строя. При детальном разборе выяснилось, что предыдущие подрядчики поставили насос с условным проходом 65, но с максимальным напором всего 80 метров. Его просто ?задавливало? обраткой, он работал вне оптимальной зоны КПД, перегревался и клинил.
Вот тогда и пришлось считать всё заново и обосновывать заказчику необходимость именно модели с параметрами 65/130. Главным аргументом стал не максимальный напор, а пологая характеристика. Насос должен был уверенно держать давление даже при резких скачках расхода, когда автоматика включает или отключает технологические линии. Кстати, многие забывают, что для таких условий лучше подходят насосы с частотным преобразователем, но тогда это было слишком дорогим решением. Остановились на классическом трехскоростном двигателе.
Сейчас ситуация изменилась. На рынке появилось много достойных предложений, в том числе от китайских производителей, которые серьезно подтянули качество. Раньше к ним относились с предубеждением, и часто это было оправдано — проблемы с качеством литья, балансировкой ротора, дешевой механической начинкой. Но сейчас некоторые бренды работают на уровне. Я, например, в последнее время присматриваюсь к продукции ООО Шанхай Производство Водяных Насосов. Видел их оборудование на одной из выставок, общался с технологами. Компания позиционирует себя не как кустарный цех, а как национальное высокотехнологичное предприятие, что подтверждается их статусом в Китайской ассоциации. Для меня это важный сигнал.
Подбор и частые ошибки на практике
Итак, берем проект. Видим расчетные параметры: расход 200 м3/ч, требуемый напор 95 м.в.ст. Многие инженеры открывают каталог, находят насос, у которого точка 200/95 попадает куда-то в середину кривой, и ставят галочку. Ошибка номер один. Нужно смотреть на весь предполагаемый диапазон работы системы. Расход-то будет переменным. Насос должен эффективно работать и при 150, и при 220 кубах. Если рабочая точка при минимальном расходе упирается в левую, крутую часть характеристики, жди проблем с вибрацией и перегрузкой вала.
Ошибка номер два — игнорирование сетевого графика температуры. Насос 65 130 часто работает в системах с высокотемпературным теплоносителем. При 130°C давление насыщенных паров резко возрастает. И если доступный кавитационный запас (NPSHa) в системе меньше, чем требуемый для насоса (NPSHr), начинается кавитация. Сначала просто шум, потом эрозия рабочего колеса, падение параметров и итоговый выход из строя. Приходилось видеть импеллеры, изъеденные, как швейцарский сыр, всего за полгода работы. И виноват был не производитель насоса, а неправильный расчет высоты установки относительно расширительного бака и температуры.
Третье — это запас. Некоторые закладывают ?на всякий случай? огромный запас по напору, ставя, например, 65-130 вместо 65-100. Это влечет за собой перерасход электроэнергии, необходимость дросселирования задвижкой (что, по сути, перевод энергии в шум и тепло) и опять же работу в неоптимальном режиме. Правильнее — точный расчет с запасом 5-10%, но не 30%. Современные программы подбора, кстати, позволяют это делать довольно точно.
Качество, ресурс и что смотреть при приемке
Ресурс циркуляционного насоса — это в первую очередь качество подшипниковых узлов и торцевого уплотнения. Для формата 65-130 это критично, так как нагрузки существенные. При приемке оборудования или выборе поставщика я всегда обращаю внимание на несколько моментов. Первое — маркировка подшипников. Желательно видеть известные бренды (SKF, FAG, NSK). Второе — вал. Он должен быть из нержавеющей стали, а не из обычной углеродистой с хромированием. В агрессивной соде хром быстро слезет.
Второй ключевой узел — корпус и рабочее колесо. Материал — чугун марки не ниже СЧ20, а лучше СЧ25. Отливка должна быть чистой, без раковин и песчинок. Однажды получили партию насосов, где на внутренней поверхности улитки были грубые наплывы. Это сразу увеличивало гидравлическое сопротивление и снижало КПД. Пришлось возвращать.
Здесь возвращаюсь к теме китайских производителей. Когда смотришь на сайт ООО Шанхай Производство Водяных Насосов, видишь, что компания делает акцент на статусе ?Шанхайская знаменитая марка? и принадлежности к отраслевой ассоциации. Для меня это не просто слова. Это означает, что они вероятно соблюдают внутренние стандарты качества (GB в Китае), имеют собственную лабораторию для испытаний, следят за репутацией. Их продукция для рынка СНГ часто адаптирована под наши условия — напряжение, климат. В последнем тендере мы как раз рассматривали их циркуляционный насос в типоразмере 65-130 как альтернативу дорогим европейским аналогам. По паспортным данным и предоставленным кривым характеристики выглядел достойно. Решение пока не принято, но опытный образец уже заказан для стендовых испытаний.
Монтажные нюансы, которые не пишут в инструкции
В паспорте всегда пишут: ?установите на горизонтальном участке трубопровода?, ?обеспечьте прямые участки до и после насоса?. В жизни это не всегда выполнимо. На стесненных площадках существующих котельных приходится выкручиваться. Главное правило, которое вынес из практики: вал двигателя — строго горизонтально. Любой перекос ведет к ускоренному износу уплотнения и подшипников. Если нет прямого участка длиной 5-7 диаметров на входе, хотя бы поставьте косой фильтр-грязевик прямо перед фланцем. Это спасет от крупной окалины, которая может заклинить колесо.
Еще один момент — обвязка. Для ремонта или замены насоса 65-130, который весит под центнер, обязательно нужны отсекающие задвижки с обеих сторон и байпас. И фланцевые соединения на насосе лучше сразу менять на паронитовые прокладки, если идут в комплекте резиновые. Резина на горячей воде быстро ?деревенеет? и течет. И да, не забудьте статические заземляющие перемычки через фланцы — это требование ПУЭ, но его часто игнорируют, а зря.
Подключение электропитания — отдельная история. Для трехфазного двигателя обязательна проверка направления вращения. Неправильное — и производительность будет близка к нулю. Всегда после первого пуска отключаю и проверяю. И автомат защиты двигателя должен быть правильно подобран, не по принципу ?лишь бы не выбивало?. Иначе при реальной перегрузке насос сгорит, а автомат не сработает.
Взгляд в будущее: частотное регулирование и диспетчеризация
Сейчас тренд — умные системы. Обычный циркуляционный насос 65 130 с постоянной скоростью постепенно уходит в прошлое для таких мощностей. Будущее за частотно-регулируемыми приводами (ЧРП). Они позволяют гибко подстраивать параметры под текущую нагрузку, экономя до 30-40% электроэнергии. Да, первоначальные вложения выше, но на объектах с круглосуточной работой окупаемость быстрая.
Интересуясь ассортиментом ООО Шанхай Производство Водяных Насосов, я заметил, что они тоже развивают это направление. Предлагают готовые насосные агрегаты с установленным ЧРП и контроллером. Это удобное решение ?под ключ?, особенно для наших монтажных организаций, у которых не всегда есть специалисты по настройке сложной автоматики. Готовый блок, который нужно только подключить к сети и трубам, — это снижение рисков.
Еще один момент — возможность встраивания в систему диспетчеризации. Современные насосы имеют аналоговые выходы для давления, температуры, а также интерфейсы типа Modbus. Это позволяет выводить данные на общий щит управления и видеть состояние системы в реальном времени, прогнозировать обслуживание. Для крупного объекта это уже не роскошь, а необходимость. Думаю, в ближайшие пару лет это станет стандартом де-факто даже для такого, казалось бы, традиционного оборудования, как циркуляционный насос. И при выборе между несколькими поставщиками наличие такой опции будет серьезным преимуществом.
В итоге, возвращаясь к нашим ?65 130?. Это не просто железка с мотором. Это сердце большой гидравлической системы. Его выбор, монтаж и эксплуатация требуют не шаблонного подхода, а понимания физики процесса и реальных условий на объекте. Сэкономить на этапе подбора — значит гарантированно потратить втрое больше на ремонты и простои позже. И сейчас, когда рынок предлагает много вариантов, в том числе от серьезных производителей вроде упомянутой шанхайской компании, важно смотреть не только на ценник, но и на совокупность факторов: техническую поддержку, наличие испытательных данных, адаптацию к нашим сетям и, в конечном счете, на репутацию бренда, которая, как известно, нарабатывается годами.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
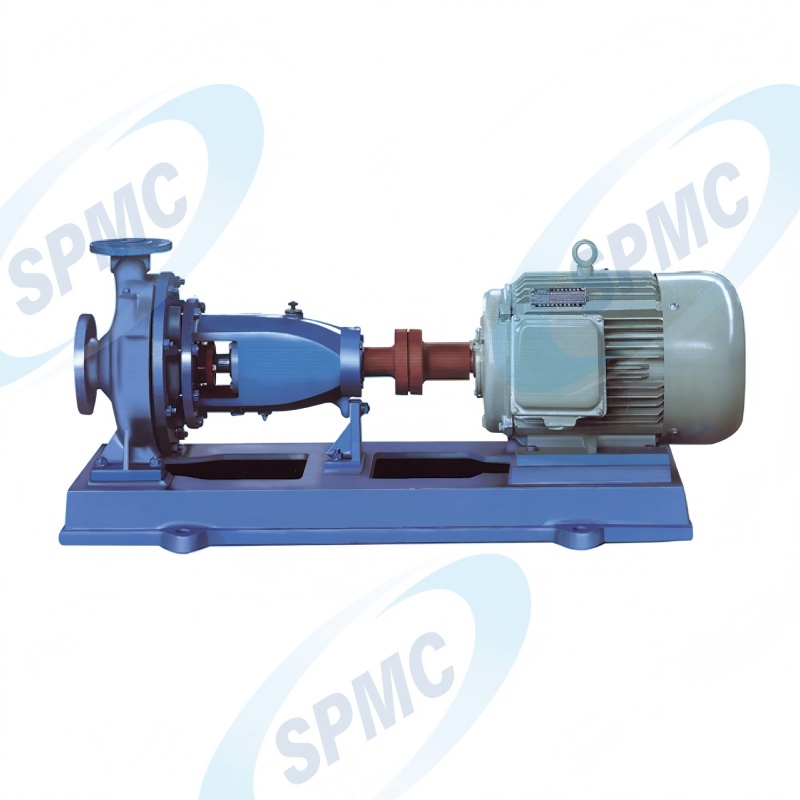
 Одноступенчатый насос с торцевым всасыванием типа SPS
Одноступенчатый насос с торцевым всасыванием типа SPS -
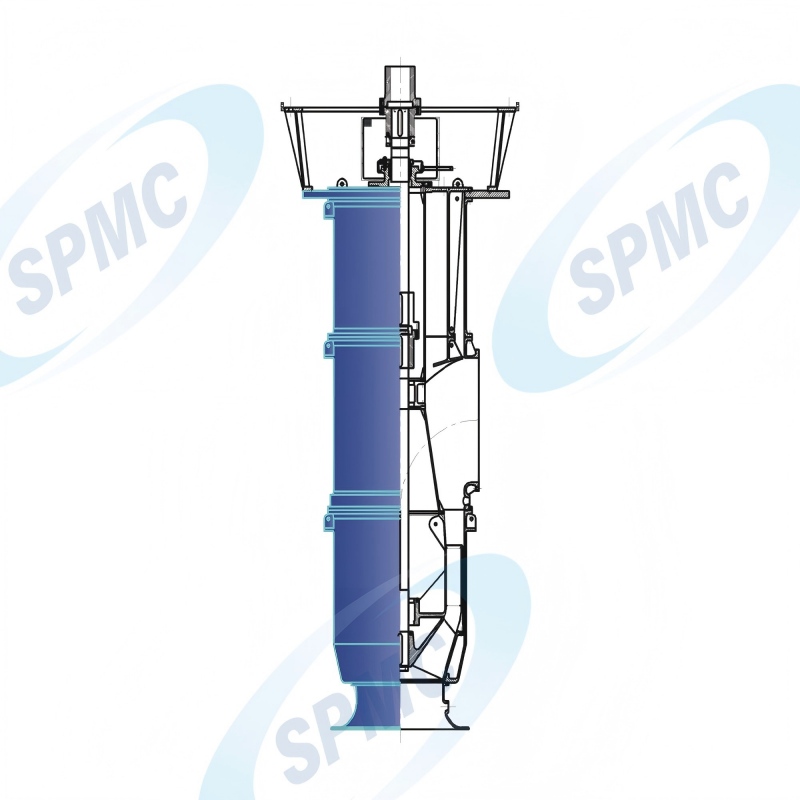
 Вертикальный химический погружной насос типа SPCV
Вертикальный химический погружной насос типа SPCV -
 Масляный насос типа Y
Масляный насос типа Y -
 Полностью автоматическое частотно-регулируемое водоснабжающее оборудование
Полностью автоматическое частотно-регулируемое водоснабжающее оборудование -
 Технологические насосы для нефтехимии типов SPCA и SPCE
Технологические насосы для нефтехимии типов SPCA и SPCE -
 Многоступенчатый центробежный насос типа SPD
Многоступенчатый центробежный насос типа SPD -
 Высокоэффективный одноступенчатый насос с торцевым всасыванием IS типа
Высокоэффективный одноступенчатый насос с торцевым всасыванием IS типа -
 Радиально-разъёмный одно- и двухступенчатый центробежный насос для тяжёлых условий работы типа SPHD
Радиально-разъёмный одно- и двухступенчатый центробежный насос для тяжёлых условий работы типа SPHD -
 Горизонтальный трубчатый центробежный насос типа SPW
Горизонтальный трубчатый центробежный насос типа SPW -
 Высокоэффективный одноступенчатый насос с торцевым всасыванием типа SPH
Высокоэффективный одноступенчатый насос с торцевым всасыванием типа SPH -
 Комплектная бесвакуумная установка стабилизации давления и расхода водоснабжения типа SPWG
Комплектная бесвакуумная установка стабилизации давления и расхода водоснабжения типа SPWG -
 Система сбора ливневых стоков «Шанхай водяной насос»
Система сбора ливневых стоков «Шанхай водяной насос»